Nel nostro ultimo articolo (se ve lo siete perso lo trovate qui) abbiamo parlato di #Benchy3D, il famoso benchmark creato dal service e rivenditore svedese Creative Tools nel 2015, mettendo in luce la sua utilità al fine di un corretto troubleshooting delle proprie stampe in 3D. Oggi, utilizzeremo il benchmark per mettere in luce alcuni difetti di stampa da evitare assolutamente se vogliamo preservare la resa finale dei nostri pezzi stampati in 3D.
Il processo di stampa con tecnologia FDM, a causa della stratificazione del filamento in strati sottili, crea una superficie caratterizzata dalla presenza di layer. La presenza di questi e la loro visibilità è da considerarsi normale risultato del processo di stampa.

È proprio nell’ottica di fornire un efficace rimedio ai limiti qualitativi legati alla fabbricazione di oggetti con la stampa 3D che nasce 3DFinisher. Il pregio del dispositivo di 3DNextech è quello di consentire la realizzazione mediante manifattura additiva di oggetti le cui caratteristiche siano equiparabili a quelle conseguibili con le tecnologie tradizionali.
Chi non vorrebbe ottenere un pezzo con queste caratteristiche?

Nessun layer visibile, lucido e liscio. Questo risultato però, non può prescindere dal alcune accortezze.
Vediamo quindi come massimizzare il risultato dei trattamenti di post-processing.
Per ottenere un risultato soddisfacente, quale che sia il metodo di post-processing adoperato, è fondamentale avere una buona base di partenza e che quindi i pezzi soddisfino dei requisiti minimi di qualità.
Infatti, se il trattamento di post-processing è in grado di rimuovere tutte quelle imperfezioni dovute alla sovrapposizione dei layer durante la fase di stampa e di rendere la superficie perfettamente liscia e compatta (oltre che impermeabile nel caso di 3DFinisher), al contempo esso non è in grado di porre rimedio a quegli inestetismi che sono invece il risultato di un errato settaggio dei parametri di stampa o di malfunzionamenti della stampante.
Non è possibile, quindi, utilizzare 3DFinisher come rimedio ad un errato utilizzo della propria stampante 3D.
Che aspetto devono avere i pezzi prima del trattamento?
Di seguito alcune immagini che mostrano che aspetto dovrebbero e non dovrebbero avergli oggetti stampati in 3D per ottenere un buon risultato a seguito del trattamento di post-processing:
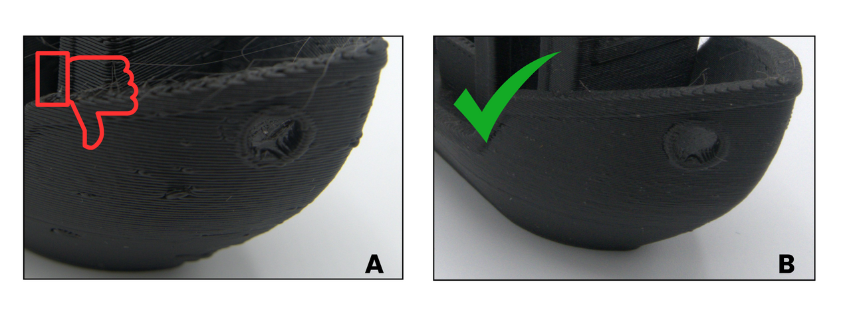
(A) Sulla superficie sono visibili alcuni difetti, noti con il nome di “zits” [letteralmente “brufoli”. Si parlerebbe invece di “blobs” nel caso in cui le escrescenze fossero di dimensioni maggiori]. Questi inestetismi sono dovuti ad un eccesso di materiale accumulato sulla superficie della stampa.
(B) Sulla superficie sono visibili i layer, ma non c’è traccia di escrescenze.
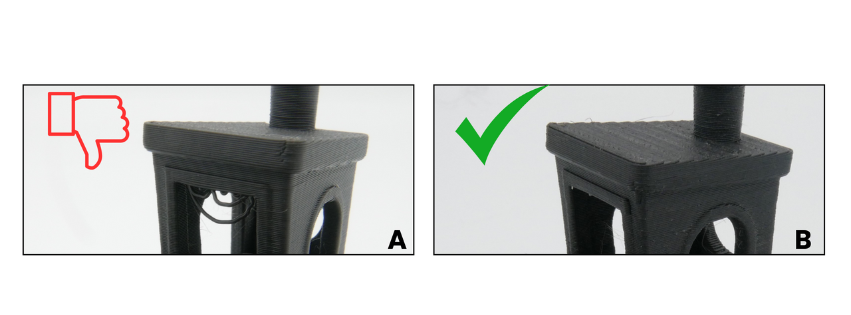
(A) Nella stampa il filamento è ceduto nella zona del tetto. in inglese il fenomeno è noto con il nome di “poor bridging”.
(B) La superficie strapiombante non presenta cedimenti ed i layer sono ben adesi.
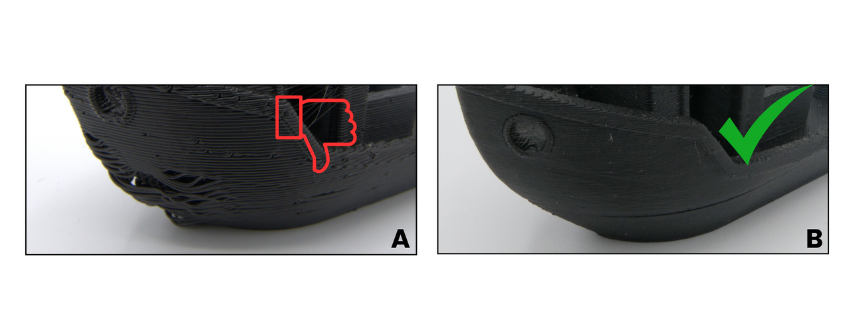
(A) La stampa presenta buchi dove i filamenti non hanno aderito bene ai precedenti.
(B) Stampa omogenea, senza buchi.
Questi sono solo alcuni dei difetti che possono pregiudicare l’esito delle vostre stampe e che sono difficilmente rimediabili mediante il ricorso ai trattamenti di post-processing. Accelerare i tempi di stampa per ottimizzare i tempi di produzione spesso non è una buona idea se il rischio è quello di sacrificare la qualità del prodotto finale!
In sintesi, è sempre bene avere un occhio di riguardo nei confronti dei parametri di stampa selezionati e dello stato di manutenzione della propria stampante. Una buona finitura può rendere perfetto il prodotto finale, ma per arrivarci è indispensabile partire da una buona stampa.